Какая сталь для ножей самая лучшая
Содержание:
- Особенности марки и её использование
- Химический состав дамасской стали
- Определение слова «Булат» по БСЭ:
- Историческая справка
- Способы производства материала
- Химический состав
- Технология изготовления порошковой стали
- Разновидности ножей из булатной стали
- Отжиг
- На что обратить внимание при выборе
- Значение слова Булат по словарю Даля:
- Аналоги
- Физические свойства
Особенности марки и её использование
Как упоминалось ранее, сталь Bohler K340 получают методом электрошлакового переплава с применением макросегрегации – удаление из состава лишних частей легирующих добавок. Благодаря этому структура сплава выходит однородной, следовательно, увеличивается прочность и несколько возрастают другие технические показатели.
Клинок из стали K340. Сталь к340 изготавливается способом холодной штамповки, в отличие от своих аналогов. Технология разработана специалистами фирмы Böhler, патент на её использование является собственностью компании.
Концерн «Бохлер» имеет богатую историю. В 1879-1917 гг. его представительство работало на территории Российской Империи, но ввиду революционных и политических событий 17-го года, фирма покинула отечественный рынок. Однако в 1998 году сотрудничество было восстановлено, что позволило предоставить нашему потребителю режущие принадлежности высочайшего качества.
K340 применяется для изготовления режущего инструмента с самыми разнообразными назначениями: обычная нарезка, гибка, вытяжка, накатка резьбы, волочение и многое другое.
Химический состав дамасской стали
Обычно в этом разделе я размещаю таблицу с процентным соотношением химических элементов в стали. Но в данном случае сделать это достаточно проблематично.
Мы изготавливаем клинки из пакета четырех сталей: ШХ-15 (конструкционная углеродистая сталь), ХВГ (сталь для измерительного и режущего инструмента), У8А (инструментальная углеродистая сталь) и сталь-3 (название условно, но до конца раскрывать секреты своей продукции не захочет ни один мастер.
На фото (слева-направо): набор и сварка пакета сталей, скрутка раскованного пакета, ковка пакета сталей молотом.
Посмотрев на фотографии нетрудно понять, как происходит набор пакета. Кузнец соблюдает технологический процесс, но измерять «в граммах» сколько какой стали пошло в заготовку не станет. Так что на вопрос о химическом составе дамасской стали ответить однозначно нельзя – он может незначительно различаться от партии к партии. Конечно можно провести радиоуглеродный анализ стали, но это весьма накладно.
Определение слова «Булат» по БСЭ:
Булат (от перс. пулад — сталь)булатная сталь, углеродистая литая сталь, которая благодаря особому способу изготовления отличается своеобразной структурой и видом («узором») поверхности, высокой твёрдостью и упругостью. Узорчатость булатной стали, связана с особенностями выплавки и кристаллизации. С древнейших времён (упоминается Аристотелем) идёт на изготовление холодного оружия исключительной стойкости и остроты — клинков, мечей, сабель, кинжалов и др. Б. производили в Индии (под названием вуц), в странах Средней Азии и в Иране (табан, хорасан), в Сирии (дамаск, или дамасская сталь). Впервые в Европе литой Б., аналогичный лучшим старинным восточным образцам, получен на Златоустовском заводе П. П. Аносовым.Лит.: Аносов П. П., О булатах, кн. 1-2, СПБ. 1841: Д. К. Чернов и наука о металлах, под ред. Н. Т. Гудцова, М., 1950.
Историческая справка
Мечи и ножи из булата фигурируют в сказках и реальных исторических справках многих стран.
Булатный нож всегда стоил дороже обычного, поскольку давал в бою реальное преимущество.
Немного о древнем булате
Булатная сталь — отличный выбор для ножей. Она представляет собой сплав железа и углерода без дополнительных легирующих добавок. Но высокое содержание углерода (почти как у чугуна) даёт возможность после термообработки получить твёрдость вплоть до 64 HRC.
Ещё один нюанс — булатный клинок после травления отличается характерным красивым рисунком. Именно поэтому древний булат в Индии, которая является родиной этого сплава, называли индийской узорчатой сталью — в древние времена она стоила целое состояние. Мастера хранили секрет булата внутри касты, но после пришествия в Сирию Тимура захваченные мастера со своим секретами переехали в Самарканд.
Именно там древние технологии производства высококачественного булата были окончательно утеряны.
Булатная сталь П.П. Аносова
Восстановить техпроцесс производства стали с аналогичными характеристиками старались многие специалисты. Это наконец удалось Павлу Петровичу Аносову. Горный начальник Златоустовских заводов активно интересовался, что такое булат и как его можно производить своими силами. Целенаправленное исследование этого вопроса дало результат в 1837 году.
Булатная сталь Аносова. Аносов разработал несколько технологий, в том числе и плавку обсечков в горшочках из глины в высокотемпературных печах.
Возвращение легенды
Открытый секрет производства булатной стали в начале 20 века опять был утрачен. Очередной виток интереса к технологии начался уже в советский период.
Повторить подвиг Аносова смог Златоустовский металлург Сергей Баранов. Серия пробных плавок позволила добиться желаемого результата, что подтвердило соответствующее заключение РАН.
Способы производства материала
Существует четыре способа изготовления булатной стали. Первый подразумевает прямое сплавление железной руды с измельченным графитом. Это наиболее простой с точки зрения подготовки способ, так как он не требует получения чистого железа. Но для его успешной реализации необходима руда с процентным содержанием металла не менее 85%, иначе не получится булатной стали хорошего качества.
Для данного варианта не подойдут руды с содержанием самородной серы, которые в природе встречаются довольно часто. Так что достать подходящий материал будет чрезвычайно сложно. В современных условиях этот способ не используется, так как найти чистое железо не проблема, но в древние времена этот метод был наиболее распространен в кузнечном деле. Второй способ подразумевает расплавление железа при непосредственном доступе углей. При этом в сплав попадает не только чистый углерод, но и его оксиды, которые и придают металлу структуру булата. Этот способ также сейчас не используется, потому что для него характерна высокая доля примесей в получаемом материале, что негативно сказывается на его качестве.

Третий способ — долговременное обжигание железа без доступа воздуха. Этот метод является самым дешевым в реализации, поэтому имеет широкое распространение. Получаемый таким способом материал называют литым булатом. Важным условием получения хорошего материала является точный расчет времени обжига. В противном случае в сплав может попасть избыточное количество углерода, что приведет к его плохой ковкости и хрупкости. Четвертый вариант — самый дорогостоящий, но при этом позволяет получать материал наилучшего качества. Он подразумевает сплавление чистого железа с графитом в безвоздушной среде. Это позволяет избавить булатную сталь от нежелательных примесей и оксидных присадок.
Изделия из булата данной марки наиболее ценятся в кругу знатоков, поэтому стоят довольно дорого. В древние времена такое оружие могли себе позволить только зажиточные воины. В наши дни клинки служат в основном в качестве украшений, которые вешают на стену. Изредка они могут служить для исторических реконструкций известных битв прошлых эпох. Для перечисленных целей используют булат наилучшего качества, чтобы оружие красиво смотрелось и по своим свойствам не отличалось от лучших клинков прославленных мастеров кузнечного дела. Самые дорогие образцы украшаются разнообразными рукотворными узорами, которые посвящены тематике баталий. Рукоятки клинков также служат для украшения. Их изготавливают из самых разнообразных материалов от искусно обработанных рогов животных до драгоценных металлов. Дополнительно эфес может быть инкрустирован разноцветными камнями.

Кроме приведенных способов существовал еще один, который не получил широкого распространения. В качестве эксперимента металлурги Советского Союза испытали следующий метод производства булатной стали. На первом этапе чистое железо или низкоуглеродистую сталь расплавляли в индукционной печи, а затем вводили в расплав кремниевые и алюминиевые присадки, после чего добавляли к полученному сплаву графит. На выходе получался чугун с 3-4% содержанием углерода. Но на этом процесс плавки не заканчивался.
В расплав постепенно добавляли железо или низкоуглеродистый стальной лом в пропорциях, чтобы массовая доля добавок составила 50-70% от массы чугуна. После остывания и кристаллизации был получен булат с высокоуглеродистой металлической сеткой, в которую были вплетены низкоуглеродистые элементы. Полученный булат обладал великолепными свойствами по ковкости и пластичности, а также показывал запредельную твердость. Но в широкое производство этот способ не пошел из-за сложности технологического процесса и высокой дороговизны выплавки. Кроме того, были уже известны и более современные и совершенные материалы, так что такие затраты на получение булата справедливо сочли неоправданными.

Химический состав
Как и любая другая сталь, к340 представляет собой соединение базовых элементов – железа и углерода с дополнительными разнообразными легирующими компонентами. Сравнительно большое содержание углерода – 1,1%, позволяет отнести этот сплав к разряду углеродистых сталей. Помимо указанных элементов, состав k340 включает в себя следующие элементы:
- кремний – 0,9%, применяется для удаления из металла кислорода, что делает его однородным и увеличивает прочность;
- марганец – 0,4%, улучшает такие важные характеристики, как устойчивость к износу, вязкость, закаливаемость, твёрдость, но при этом отрицательно сказывается на хрупкости;
- никель – 0,19%, увеличивающий переносимость больших механических нагрузок и коррозионную стойкость, уменьшает общую твёрдость;
- ванадий – 0,5%, делает сплав более прочным, улучшает качественную обработку стали;
- хром – 8,3%, повышает устойчивость к ржавлению, твёрдость, сопротивление растяжению;
- молибден – 2,1%, применяется для увеличения прочности, закаливаемости, улучшения обрабатываемости и коррозионной стойкости.
Из химического состава к340 полностью удалены фосфор и сера – добавки, из-за которых заметно ухудшается каждая характеристика. Включение редкого и дорогого компонента – ниобия, значительно увеличивает твёрдость металла.
Конечные заготовки прекрасно куются и обрабатываются термически. Сталь bohler k340 часто именуют, как «литой булат». Имея довольно высокую прочность, она не теряет ударной вязкости и пластичности, что позволяет ей превосходить конкурентов.
Технология изготовления порошковой стали
От того, как много карбидов, и насколько хорошо они распределены, будет зависеть прочность готового ножа. Большое количество мартенситов ведёт к большей гибкости и меньшей твёрдости.
Карбиды – это крупные частицы, и распределение будет неравномерным.
Поэтому качество изделий из такой стали сложно заранее предсказать. Они могут плохо поддаваться шлифовке, гнуться и ломаться.
Чтобы добиться высокой прочности, нужно улучшать распределение частиц.
Как же этого можно добиться? Технология изготовления довольно сложна:
Для этого размер карбида делают не очень большим, распыляя сталь в виде порошка, микрочастицы которого похожи на слитки. Их теперь можно быстрее охладить (т.е. кристаллизировать).
- Далее идёт обработка и прессовка под высоким давлением.
- Далее идёт сплавление твердофазное и двухфазное. В сплав возможно добавлять самые различные добавки. Это позволит улучшить необходимые показатели.
- Полученная из порошка сталь на выходе получается прочнее обычной (даже при одинаковой твёрдости).
Процесс изготовления стали из порошка.
Разновидности ножей из булатной стали
 Узорчатые клинки не всегда свидетельствуют о булатной стали, нередко за нее выдают обычный дамаск
Узорчатые клинки не всегда свидетельствуют о булатной стали, нередко за нее выдают обычный дамаск
Свойства булата нашли широкое применение в изготовлении клинков. В настоящее время секретами изготовления подобного сплава заинтересованы лишь любители. В промышленности материал считается неактуальным, из-за чего и не предпринимается научных попыток возрождения утраченной технологии.
Обусловлено это двумя факторами — сложность процесса и невостребованность клинкового оружия. Изготовление булата — тонкий процесс, сравнимый с искусством, который нельзя поставить на конвейер. При отсутствии устойчивой простой процедуры булат несмотря на свои исключительные свойства остается невостребованным.
Обращают внимание и на отсутствие применения булата в настоящее время. Холодное оружие стало частью истории, коллекционные образцы воспроизводят преимущественно любители
Отчасти булат применяется при изготовлении ножей, однако их практическое применение остается под вопросом.
Заточки
Заточки из булата не изготавливаются. Учитывая сложность производства материала, его направляют на более востребованные и практичные изделия — ножи, кинжалы, клинки.
Складные ножи
 Складной булатный нож
Складной булатный нож
Складные ножи из булата также встречаются нечасто. Обычно под их видом продают изделия из дамасской стали или обычных сплавов с травлением под дамаск. Настоящие булатные складные ножи изготавливаются преимущественно на заказ и стоят недешево.
Такие изделия обладают всеми достоинствами булатной стали, однако имеют и ряд недостатков. Заточить нож из булата крайне сложно, особенно если делать это обычной заточкой или точильным камнем. Процесс может занять часы, хотя и затупление материала происходит в разы медленнее.
Кухонные
Кухонные ножи из булата не имеют широкого распространения по тем же причинам, что и складные. При выборе такого клинка учитывают следующие нюансы:
- серийных булатных ножей, тем более кухонных, не бывает, каждое изделие делается индивидуально;
- обычный булат подвержен коррозии, что требует тщательного и каждодневного ухода за ножом, который используется на кухне;
- кухонный нож из булата ввиду сложности изготовления будет стоить столько же, сколько и охотничий;
- на заточку такого изделия уйдет не менее двух часов, простая точилка для этого не подойдет.
При выборе кухонного булатного ножа рекомендуется заказывать изделие из нержавеющего булата. Процесс его изготовления еще сложнее, найти мастера по нему не просто, да и стоимость будет значительно выше.
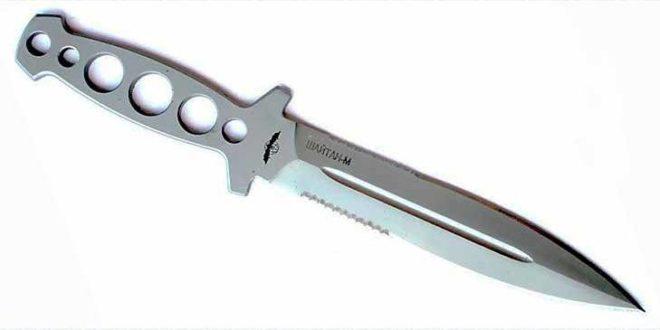
Боевые
 Нож с коротким лезвием
Нож с коротким лезвием
Боевые ножи из булата делаются преимущественно для коллекций. Такие клинки не подразумевают практичного применения и нередко делаются с декоративными вставками и рукоятями. Они также подвержены коррозии и долго затачиваются, однако в качестве экспоната могут лежать длительное время.
Боевые ножи изготавливаются на заказ или приобретаются у мастеров уже в готовом виде. Изделия могут копировать различные образцы ушедших эпох или иметь собственный оригинальный дизайн.
Охотничий
Охотничьи булатные ножи также покупаются преимущественно для коллекций, а не для практического применения. Это обусловлено все теми же недостатками материала — уязвимость к коррозии и длительный процесс заточки.
Следует учитывать и нюансы, по которым затачивают нож. Процесс должен быть медленным, многие сравнивают его с медитацией. Не допускаются действия, способные поцарапать клинок. При заточке не используют алмазные абразивные бруски, способные повредить структуру металла.
Отжиг
Цель отжига — сделать слиток ковким. Надо сетку вторичного цементита по границам зерен и глобулярный цементит внутри — убрать, растворить и разложить- все превратить в перлит. Все «теоретики» пишут, что это «дробится молотом». Если дробится- то крошится и рассыпается. На самом деле идет полное растворение цементита в аустените, а потом — его разложение. Самый простой, хотя и долгий способ применяли индусы. Строго по учебнику: аустенит разлагается на перлит за 150 час при температуре 650 град. При повышении температуры мы делим процесс на две части: короткая — аустенизация, и длинная — разложение аустенита на перлит. Общее время сокращается в 6 раз, но возникают проблемы с обезуглероживанием. П. П. Аносов отжигал в ящиках с двойной крышкой, Дж. Верховен предлагал одевать никелевую рубашку на каждый кусок стали, а в промышленности отжигают в газовой среде. Если вы отжигаете слиток стали из тигля, то ничего этого не надо. Говорю на основе своего опыта. На слитке всегда слой корковых кристаллов, смешанных с флюсом и тиглем- это надежное покрытие, не надо его трогать до отжига. Итак, режимы:
Слиток простой, черной, нелегированной стали греют до 1100…1150 град и выдерживают от 2-х до 1,5 час( выше температура — меньше время). Охладить за 24 часа
Именно во время охлаждения разлагается аустенит , поэтому важно строго соблюсти режим. Слиток легированной стали греют так же, но охладить надо за 40 час, если охлаждение будет быстрее, сталь будет не ковкой из — за наличия мартенсита и карбидов
На что обратить внимание при выборе
При выборе ножа из булатной стали особое внимание обращают на качество применяемых материалов, производителя, аккуратность исполнения. С учетом сложного технологического производства стоимость этих изделий высока, поэтому при покупке важна каждая деталь:
Рисунок на металле и цвет самой стали. Фон должен быть темным, а сам узор хаотичным: чем он четче и крупнее, чем больше точек и поперечин на нем, тем выше достоинство стали. Если же рисунок представляет собой ровные либо симметричные линии, скорее всего, под видом булатной стали «прячется» дамасская, стоимость которой значительно ниже.
Звон металла. По его характеру определяют монолитность булата: чистота и продолжительность звучания свидетельствуют о целостности клинка, отсутствии разрывов и трещин; низкий и короткий по времени звук получается при существенной разнице в составе соседних слоев.
Размеры и характеристики. Товар обязан соответствовать заявленным производителем параметрам и целям, для которых он предназначен. Если это охотничий клинок, он должен иметь соответствующую длину, если нож для рыбалки или туристический – небольшое лезвие, дополненное раскладной конструкцией.
Качество сборки
Важно, чтобы лезвие не шаталось, рукоятка была выполнена добротно, без сколов, заусенцев. Все материалы должны быть подогнаны друг к другу плотно – зазоры недопустимы.
Документация и комплект
Хороший продавец всегда приложит сертификат, подтверждающий, что нож не является холодным оружием, а также добавит гарантийный талон, футляр или чехол.
Приобрести оригинальные изделия можно только у проверенных производителей, в числе которых:
- ООО «Железные братья»;
- ООО «БУЛАТ»;
- ООО «Русский Булат»;
- ООО «Дамаск стиль»;
- ООО «Павловский клинок»;
- Мастерская кузнеца Пампуха И Ю.
При использовании некачественных материалов, а также нарушении технологий нагревания и охлаждения булатная сталь теряет в прочности и остроте, поэтому характеристики изделий, приобретенных у сомнительных компаний, будут далеки от заявленных.
 «Павловский клинок»
«Павловский клинок»
 «Железные братья»
«Железные братья» «БУЛАТ»
«БУЛАТ» «Русский Булат»
«Русский Булат» Мастерская кузнеца Пампуха И Ю
Мастерская кузнеца Пампуха И Ю
Значение слова Булат по словарю Даля:
Булатм. азиатская узорочная сталь. красный или травчатый уклад. дамаск. Красное, витое, узорочное железо, не булат, не сталь, а мягкое железо, на лучшие ружейные стволы. | В сказках, это прозвище богатырей. | на юге России, ловчий, который бьет волка с лошади кистенем или кулаком. завязав в долгий рукав чугунную картечину. Булат режет и железо, и кисель. На булате ни написать, ни стереть. Шелк не рвется, булат не гнется, красное золото не ржавеет. Булатовый, к булату относящийся. Булатный, из него сделанный. Булатка ж. булатная сабля. Булатчик м. булатный мастер, делающий булат. Булатить сталь, превращать в булат, в узорочный уклад. У нас булатят сталь в Златоусте.
Аналоги
По сути, сталь К340 – это аналог популярного штамповочного сплава Х12МФ. По своим свойствам и характеристикам они превосходят такие известные марки: AISI A2, S7, D2. Благодаря технологии производства в K340 содержится меньше вредных примесей и её состав более однородный, нежели у Х12. Обе стали обладают высокой прочностью и применяются в различных отраслях промышленности. Но К340 более устойчива к воздействиям коррозий ввиду химического состава, за счёт чего приближается к нержавеющим сплавам.
Полоска из стали аналога – Х12МФ. При сходных характеристиках Х12МФ имеет более демократичную цену, следовательно, и изделия из неё более доступны.
Некоторое сходство К340-я имеет и с американской маркой Д2. Они схожи как по свойствам, так и по химическому составу. Есть только незначительная разница в диапазоне используемых веществ. Но конечные характеристики в основном зависят от закалки, технология которой у них похожа.
Физические свойства
- наличие легирующих элементов, в частности, ванадия и молибдена в химсоставе делает удельный вес 50х14МФ выше, чем у обычных конструкционных сталей — он составляет 7900 кг/м3;
- коэфф. теплопроводности — 15-26 Вт\(м*град), точное значение напрямую зависит от температуры окружающей среды;
- теплоёмкость — 550 Дж\(кг*град);
- коэфф. линейного расширения — 17,9*106 1/град, что является стандартным значением для сталей данной группы.
Коррозионные свойства
Чтобы увеличить сопротивляемость коррозии, достаточно провести ТО — после воздействия высоких температур повышается и стойкость к воздействию химически активных сред, в частности, хлорсодержащих.
Так что медицинские инструменты из этой марки без проблем переносят предстерилизационную чистку, стерилизацию и дезинфекцию.
Также стоит отметить устойчивость «50-ки» к воздействию ряда кислот и слабых щелочей, реакция на органические организмы также нейтральная.
Механические свойства
При температурном режиме в 20 градусов Цельсия предел прочности «50-ки» 7000 кг\см2 — по этому параметру 50х14мф в 1,5 раза превосходит Сталь 45.
Нож Тигр из стали 50Х14МФ.
Также стоит отметить пластичность, показатели которой аналогичны у 12Х18Н10.
После проведения ТО сталь получает высокую твёрдость и сохраняет пластичность, что позволяет хорошо сопротивляться ударным нагрузкам. Впрочем, твёрдости в 58 HRC сталь достигает только при высокотемпературной ТО — подобрав соответствующий режим нагрева, можно получить твёрдость и в 40 единиц по шкале Роквелла. При нагреве материала во время работы прочность стали снижается — уже при 400 градусов Цельсия она падает почти на 30%.
Технологические свойства
Высокие теххарактеристики «50-ки» включают возможность проведения горячей обработки давлением при температуре не ниже 850 градусов Цельсия. Стальные листы изготавливают прокаткой, тогда как сортовую сталь получают волочением.
А вот свариваемость материала не на высоте из-за высокого содержания углерода — сварные швы характеризуются повышенной красноломкостью, трещины появляются уже при 20% от номинальной прочности стали.